Descripción de Producto
AISI SAE 4330V barra hueca de acero de aleación de perforación/perforación Q+T forjada
Introduzca
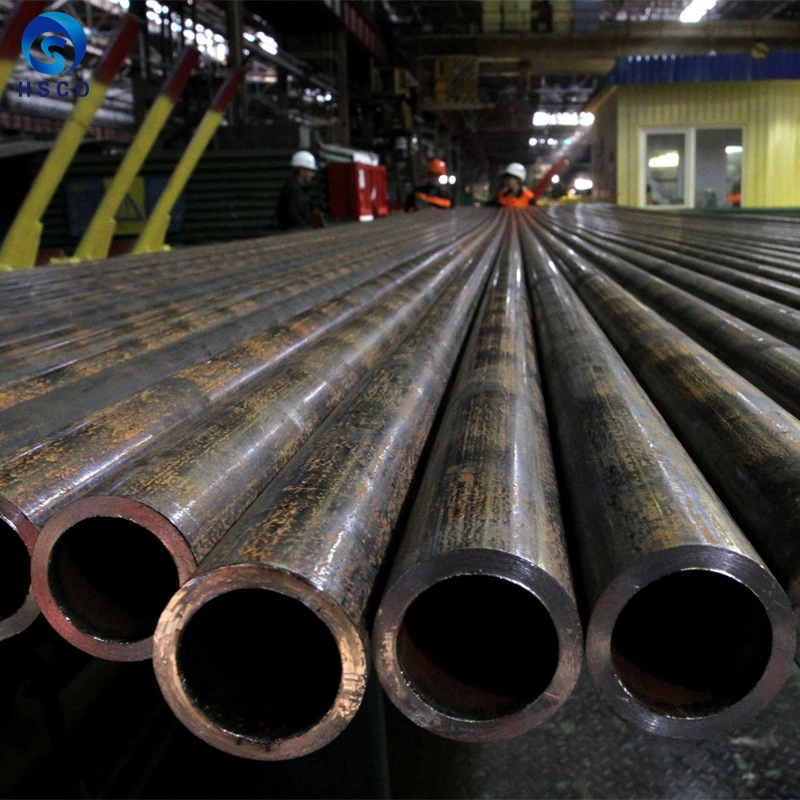
Somos fabricante profesional chino de barra de acero de perforación QT forjado para servicios de petróleo. Podemos suministrar múltiples materiales de acero de aleación estándar AISI/SAE y barra forjada diámetro 80-500mm, diámetro de agujero de mandrinado 10-250mm, longitud de mandrinado máxima 14 metros.
Ventaja del producto
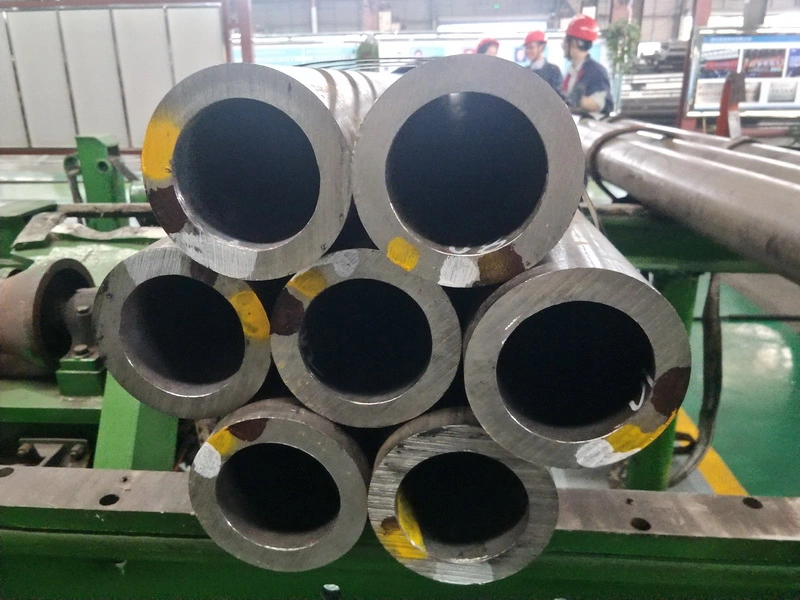
Mandrinado de un lado: No hay escalón en la barra de mandrinado
Equipo de mandrinado de alta tecnología: Buena rectitud y rugosidad, pequeña tolerancia y redondez
Propiedad mecánica estable en materiales después del proceso QT
Componente químico según la norma americana 100%
Compruebe la prueba de UT y deriva para cada pieza
Ventaja de la empresa
Tenemos décadas de experiencia en producción en el proceso QT/aburrido y. Sistema de gestión de calidad estricto (ISO NQA 9001)
Hemos cooperado muchas veces con varias compañías de gas de petróleo del Oriente Medio y tenemos certificados API.
Nuestro equipo de ventas es profesional del sector siderúrgico y exportador con fluidez Inglés.
Aceptamos diversas formas de pago convenientes y la organización de inspección de terceros.
Especificación
Introduzca
AISI 4330V MOD es una modificación del grado de acero de aleación 4330, con robustabilidad y otras características mejoradas por la adición de vanadio. El acero aleado 4330V ofrece una buena formabilidad que se utiliza para aquellos que requieren una buena combinación de resistencia y resistencia a impactos.
Aplicaciones
Las aplicaciones de carga de choque o concentración de tensión son adecuadas para esta especificación de acero. 4330V se utiliza ampliamente en la industria del petróleo y el gas para aplicaciones como herramientas para aceites, tarros y zapatos de perforación, portaherramientas y remamadores, y en la industria aeroespacial para aplicaciones como el atornillado y los marcos de aire.
Estándares
ESPECIFICACIÓN AMS 6427, AMS 6359, AMS 6304, ASTM A646, API 7
Composición de los productos químicos
Propiedades mecánicas
Tratamiento térmico
Las temperaturas del tratamiento térmico, incluyendo la tasa de calentamiento, enfriamiento y tiempo de remojo, variarán debido a factores como la forma y tamaño de cada componente de acero. Otras consideraciones durante el proceso de tratamiento térmico incluyen el tipo de horno, medio de enfriamiento e instalaciones de transferencia de piezas de trabajo.
Recocido
Caliente el acero lentamente a 820-860°C y deje tiempo suficiente para que el acero se caliente a fondo. Enfriar lentamente en el horno a 580°C seguido de refrigeración por aire.
Alivio del estrés
Cuando las piezas están muy mecanizadas, rectificadas o sujetas a trabajos en frío, el alivio de la tensión será beneficioso antes del endurecimiento.
Endurecimiento
El acero 4330V se suministra normalmente listo tratado con calor a 35-39 HRC. Si se requiere un tratamiento térmico adicional, recocido 4330V debe calentarse lentamente a 840-875°C y después de remojar adecuadamente a esta temperatura, apagar en aceite. Temple tan pronto como las herramientas alcancen la temperatura ambiente.
Temperado
Calentar cuidadosamente a una temperatura adecuada seleccionada por referencia a una tabla o tabla de temperado, empapar a la temperatura durante 2 horas por 25mm de sección de normas, y dejar enfriar en el aire.
Forja
Precaliente el acero con cuidado y, a continuación, aumente la temperatura a 1070-1230°C para forjarlo. No forje por debajo de 850°C. 4330V tiene buenas características de forja, pero debe tenerse cuidado al enfriar el acero debido a su susceptibilidad a la fisura. Se recomienda enfriar en ceniza o cal después de la forja.
Mecanizado
Normalice y temple a 1250°F(677°C) máximo antes de la máquina áspera. Este acero también puede ser mecanizado a máxima resistencia, pero el mecanizado debe ser seguido con un alivio de tensión a aproximadamente 400°F(204°C).
Soldabilidad
El acero tiene buenas características de soldadura y puede ser soldado por la resistencia de soldadura flash.
Certificado de prueba′s molino
EN 10204/3,1 con todos los datos pertinentes reg. Composición de la química, propiedades de la mecánica y resultados de las pruebas.




Introduzca
Somos fabricante profesional chino de barra de acero de perforación QT forjado para servicios de petróleo. Podemos suministrar múltiples materiales de acero de aleación estándar AISI/SAE y barra forjada diámetro 80-500mm, diámetro de agujero de mandrinado 10-250mm, longitud de mandrinado máxima 14 metros.
Ventaja del producto
Mandrinado de un lado: No hay escalón en la barra de mandrinado
Equipo de mandrinado de alta tecnología: Buena rectitud y rugosidad, pequeña tolerancia y redondez
Propiedad mecánica estable en materiales después del proceso QT
Componente químico según la norma americana 100%
Compruebe la prueba de UT y deriva para cada pieza
Ventaja de la empresa
Tenemos décadas de experiencia en producción en el proceso QT/aburrido y. Sistema de gestión de calidad estricto (ISO NQA 9001)
Hemos cooperado muchas veces con varias compañías de gas de petróleo del Oriente Medio y tenemos certificados API.
Nuestro equipo de ventas es profesional del sector siderúrgico y exportador con fluidez Inglés.
Aceptamos diversas formas de pago convenientes y la organización de inspección de terceros.
Especificación
| Nombre del producto | Barra de acero de aleación de perforación QT forjada para servicios de aceite |
| Especificación | API 5CT/5CP/6A |
| Grado de acero | 4130, 4140, 4145, 4145H, 4330V, 4137, 4340 |
| Proceso | Forjado en caliente+QT+mandrinado |
| Diámetro de barra forjada | 8-500mm |
| Diámetro de orificio de perforación | 10-250mm |
| Longitud | Max14 metros |
| Inspección | Tamaño, químico, mecánico, UT, prueba de deriva, Temp. Baja/alta Impacto |
| Certificado | MTC, CO/FE/FA, BV/SGS |
| MOQ | 1-5 toneladas |
| Tiempo de entrega | 10-30 días |
| Intercambiar elemento | FOB CIF CFR PPU PPD |
| Embalaje | Suelto/paquete/Paleta de madera/Caja de madera/envolturas de tela de plástico/tapas de extremo de plástico/Protector de bevelado |
Introduzca
AISI 4330V MOD es una modificación del grado de acero de aleación 4330, con robustabilidad y otras características mejoradas por la adición de vanadio. El acero aleado 4330V ofrece una buena formabilidad que se utiliza para aquellos que requieren una buena combinación de resistencia y resistencia a impactos.
Aplicaciones
Las aplicaciones de carga de choque o concentración de tensión son adecuadas para esta especificación de acero. 4330V se utiliza ampliamente en la industria del petróleo y el gas para aplicaciones como herramientas para aceites, tarros y zapatos de perforación, portaherramientas y remamadores, y en la industria aeroespacial para aplicaciones como el atornillado y los marcos de aire.
Estándares
ESPECIFICACIÓN AMS 6427, AMS 6359, AMS 6304, ASTM A646, API 7
Composición de los productos químicos
| Grado | C | MN máx | Si máx | CR | Mo | Ni | P máx | S máx | V |
| 4330V | 0,2-0,30 | 1,0 | 0,80 | 0,40-0,60 | 0,30-0,50 | 1-1,5 | 0,025 | 0,010 | 0,05-0,10 |
Propiedades mecánicas
| Límite elástico Rp0,2, MPa | Resistencia a la tracción RM, MPa | Elongación [%] | Dureza [HBW] | Impacto, Charpy-V, -20ºC. [J] |
| 1034 | 1138 | 15 | 341-388 | 32 |
Tratamiento térmico
Las temperaturas del tratamiento térmico, incluyendo la tasa de calentamiento, enfriamiento y tiempo de remojo, variarán debido a factores como la forma y tamaño de cada componente de acero. Otras consideraciones durante el proceso de tratamiento térmico incluyen el tipo de horno, medio de enfriamiento e instalaciones de transferencia de piezas de trabajo.
Recocido
Caliente el acero lentamente a 820-860°C y deje tiempo suficiente para que el acero se caliente a fondo. Enfriar lentamente en el horno a 580°C seguido de refrigeración por aire.
Alivio del estrés
Cuando las piezas están muy mecanizadas, rectificadas o sujetas a trabajos en frío, el alivio de la tensión será beneficioso antes del endurecimiento.
Endurecimiento
El acero 4330V se suministra normalmente listo tratado con calor a 35-39 HRC. Si se requiere un tratamiento térmico adicional, recocido 4330V debe calentarse lentamente a 840-875°C y después de remojar adecuadamente a esta temperatura, apagar en aceite. Temple tan pronto como las herramientas alcancen la temperatura ambiente.
Temperado
Calentar cuidadosamente a una temperatura adecuada seleccionada por referencia a una tabla o tabla de temperado, empapar a la temperatura durante 2 horas por 25mm de sección de normas, y dejar enfriar en el aire.
Forja
Precaliente el acero con cuidado y, a continuación, aumente la temperatura a 1070-1230°C para forjarlo. No forje por debajo de 850°C. 4330V tiene buenas características de forja, pero debe tenerse cuidado al enfriar el acero debido a su susceptibilidad a la fisura. Se recomienda enfriar en ceniza o cal después de la forja.
Mecanizado
Normalice y temple a 1250°F(677°C) máximo antes de la máquina áspera. Este acero también puede ser mecanizado a máxima resistencia, pero el mecanizado debe ser seguido con un alivio de tensión a aproximadamente 400°F(204°C).
Soldabilidad
El acero tiene buenas características de soldadura y puede ser soldado por la resistencia de soldadura flash.
Certificado de prueba′s molino
EN 10204/3,1 con todos los datos pertinentes reg. Composición de la química, propiedades de la mecánica y resultados de las pruebas.





